Dobór odpowiedniego wiertła pod gwint jest kluczowy, aby uzyskać precyzyjny i trwały gwint. W tej sekcji skupimy się na popularnych gwintach metrycznych: M6, M8, M10 i M12. Przedstawimy szczegółowe informacje dotyczące doboru wierteł oraz omówimy, na co należy zwrócić uwagę podczas przygotowania otworów pod gwintowanie.
Podstawowe Parametry Gwintów
Gwinty metryczne są określane przez średnicę nominalną (np. M6) oraz skok gwintu, czyli odległość między kolejnymi zwojami (np. 1 mm). Poniżej przedstawiono szczegółowe dane dotyczące popularnych gwintów M6, M8, M10 i M12.
Gwint M6
- Średnica nominalna: 6.0 mm
- Skok gwintu: 1.0 mm (standardowy), 0.75 mm (drobnozwojny)
- Średnica wiertła: 5.0 mm (dla skoku 1.0 mm), 5.2 mm (dla skoku 0.75 mm)
- Sprawdź dostępne w naszym sklepie gwintowniki M6.
Gwint M8
- Średnica nominalna: 8.0 mm
- Skok gwintu: 1.25 mm (standardowy), 1.0 mm (drobnozwojny)
- Średnica wiertła: 6.8 mm (dla skoku 1.25 mm), 7.0 mm (dla skoku 1.0 mm)
Wiertła NWKA cylindryczne HSS
Wiertło NWKA HSSE EL-CUT to niezawodny wybór dla profesjonalistów, zapewniający precyzyjne i szybkie wiercenie nawet w najtwardszych materiałach. Narzędzie o wyjątkowej trwałości i wydajności.
Nr katalogowy producenta: C.1804068
...
Wiertła NWKA cylindryczne HSS
KOD EAN : W9-614M33-0680
KOD PRODUCENTA : 2010003807870
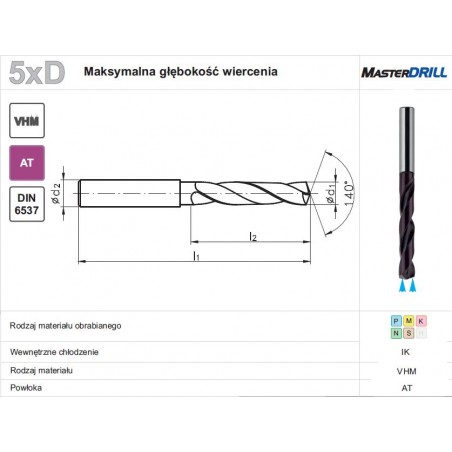
Wiertła węglikowe VHM
Gwint M10
- Średnica nominalna: 10.0 mm
- Skok gwintu: 1.5 mm (standardowy), 1.25 mm (drobnozwojny)
- Średnica wiertła: 8.5 mm (dla skoku 1.5 mm), 8.8 mm (dla skoku 1.25 mm)
Wiertła NWKA cylindryczne HSS
Wiertło NWKA HSSE EL-CUT to niezawodny wybór dla profesjonalistów, zapewniający precyzyjne i szybkie wiercenie nawet w najtwardszych materiałach. Narzędzie o wyjątkowej trwałości i wydajności.
Nr katalogowy producenta: C.1804085
Kod EAN: 2010003139308
KOD EAN : 2010003807986
KOD PRODUCENTA : W9-614M33-0850
Wiertła węglikowe VHM
Gwint M12
- Średnica nominalna: 12.0 mm
- Skok gwintu: 1.75 mm (standardowy), 1.5 mm (drobnozwojny)
- Średnica wiertła: 10.2 mm (dla skoku 1.75 mm), 10.5 mm (dla skoku 1.5 mm)
Wiertło jest szczególnie przeznaczone do wiercenia w stali węglowej, stali stopowej, ale można stosować również do żeliwa, aluminium, stali nierdzewnej oraz stopów tytanu.
EAN: 2010003139520
Kod producenta: ELT-C.1804105
Wiertła NWKA cylindryczne HSS
Wysokiej jakości wiertło kręte, szlifowane ze stali szybkotnącej (HSS) o kącie wierzchołkowym 118 stopni z częścią chwytową walcową. Powlekane w procesie oksydowania.
Nr katalogowy:E.1604105
Tabela doboru wiertła pod gwint metryczny (M1 - M30)
Poniżej przedstawiamy szczegółową tabelę doboru wiertła pod gwint metryczny dla rozmiarów od M1 do M30. Tabela obejmuje zarówno standardowe skoki gwintu, jak i skoki drobnozwojne.
Tabela doboru wiertła pod gwint metryczny (M1–M30)
Zawiera standardowe i drobnozwojne skoki – w przypadku alternatywnego skoku w nowym wierszu.
Dobór wiertła pod gwint metryczny
| Gwint | Średnica nominalna (mm) | Skok (mm) | Średnica wiertła (mm) |
|---|
| M1 |
1.0 |
0.25 |
0.75 |
|---|
| M1.2 |
1.2 |
0.25 |
0.95 |
|---|
| M1.4 |
1.4 |
0.30 |
1.10 |
|---|
| M1.6 |
1.6 |
0.35 |
1.25 |
|---|
| M1.8 |
1.8 |
0.35 |
1.45 |
|---|
| M2 |
2.0 |
0.40 |
1.60 |
|---|
| M2.5 |
2.5 |
0.45 |
2.05 |
|---|
| M3 |
3.0 |
0.50 |
2.50 |
|---|
| M3.5 |
3.5 |
0.60 |
2.90 |
|---|
| M4 |
4.0 |
0.70 |
3.30 |
|---|
| M4.5 |
4.5 |
0.75 |
3.75 |
|---|
| M5 |
5.0 |
0.80 |
4.20 |
|---|
| M6 |
6.0 |
1.00 |
5.00 |
|---|
| M6 |
6.0 |
0.75 |
5.20 |
|---|
| M7 |
7.0 |
1.00 |
6.00 |
|---|
| M8 |
8.0 |
1.25 |
6.80 |
|---|
| M8 |
8.0 |
1.00 |
7.00 |
|---|
| M9 |
9.0 |
1.25 |
7.80 |
|---|
| M10 |
10.0 |
1.50 |
8.50 |
|---|
| M10 |
10.0 |
1.25 |
8.80 |
|---|
| M11 |
11.0 |
1.50 |
9.50 |
|---|
| M12 |
12.0 |
1.75 |
10.20 |
|---|
| M12 |
12.0 |
1.50 |
10.50 |
|---|
| M14 |
14.0 |
2.00 |
12.00 |
|---|
| M14 |
14.0 |
1.50 |
12.50 |
|---|
| M16 |
16.0 |
2.00 |
14.00 |
|---|
| M16 |
16.0 |
1.50 |
14.50 |
|---|
| M18 |
18.0 |
2.50 |
15.50 |
|---|
| M18 |
18.0 |
1.50 |
16.50 |
|---|
| M20 |
20.0 |
2.50 |
17.50 |
|---|
| M20 |
20.0 |
1.50 |
18.50 |
|---|
| M22 |
22.0 |
2.50 |
19.50 |
|---|
| M22 |
22.0 |
1.50 |
20.50 |
|---|
| M24 |
24.0 |
3.00 |
21.00 |
|---|
| M24 |
24.0 |
2.00 |
22.00 |
|---|
| M27 |
27.0 |
3.00 |
24.00 |
|---|
| M27 |
27.0 |
2.00 |
25.00 |
|---|
| M30 |
30.0 |
3.50 |
26.50 |
|---|
| M30 |
30.0 |
2.00 |
28.00 |
|---|
Na co Zwrócić Uwagę przy Doborze Wiertła
-
Dokładność Otworu: Otwór pod gwint musi być wykonany z dużą dokładnością. Nawet niewielkie odchylenia mogą wpływać na jakość gwintu, co może prowadzić do problemów z montażem.
-
Rodzaj Materiału: W zależności od materiału, w którym wiercimy, należy dobrać odpowiedni typ wiertła. Na przykład, do wiercenia w stali nierdzewnej stosuje się wiertła z węglika spiekanego, które są bardziej odporne na zużycie.
-
Parametry Obróbki: Prędkość obrotowa wiertła i posuw muszą być odpowiednio dobrane do materiału. Zbyt wysoka prędkość może prowadzić do przegrzewania wiertła i uszkodzenia materiału, natomiast zbyt niska prędkość może spowodować niewystarczającą wydajność wiercenia.
-
Chłodzenie i Smarowanie: Stosowanie odpowiednich środków chłodzących i smarujących jest niezbędne, szczególnie przy wierceniu w twardych materiałach. Pomaga to w utrzymaniu niskiej temperatury wiertła i zwiększa jego żywotność.

Średnica Otworu pod Gwint
Aby wykonać prawidłowe otwory pod gwinty, średnica otworu powinna być mniejsza niż rozmiar gwintu. Znajomość odpowiednich średnic wierteł dla różnych rozmiarów gwintów jest kluczowa dla uzyskania prawidłowych połączeń gwintowych. Poniższa tabela rozwiewa wszelkie wątpliwości dotyczące odpowiednich średnic wierteł dla różnych rozmiarów gwintów, takich jak M8, M4, M6 i wiele innych.
Przykładowe Średnice Otworów pod Gwinty
Dla przykładu:
- Otwór pod gwint M8 odpowiada średnicy wiertła 6,8 mm. Skok gwintu dla M8 wynosi standardowo 1,25 mm.
- Otwór pod gwint M4 powinien być wykonany wiertłem o średnicy 3,3 mm. Skok gwintu dla M4 to 0,7 mm.
- Wiertło pod gwint M6 powinno mieć średnicę 5 mm, a skok gwintu dla M6 to 1,0 mm.
Odpowiednie wiertło sprawia, że wiercenie przebiega bez problemów, nawet w trudnych materiałach.
Znajomość właściwych średnic wierteł pod gwinty oraz skoków gwintu jest kluczowa dla wykonania precyzyjnych i trwałych połączeń gwintowych. Odpowiednie dobranie wiertła i innych parametrów pozwala na uniknięcie problemów podczas wiercenia i gwintowania, co jest podstawą skutecznego montażu.
Rodzaje Otworów pod Gwintowanie
-
Otwory Przelotowe: Są to otwory, które przechodzą przez cały materiał, co umożliwia pełne przejście śruby. Gwintowanie takich otworów jest stosunkowo prostsze, ponieważ nie ma ryzyka uszkodzenia dna otworu.
-
Otwory Nieprzelotowe: Mają określoną głębokość i nie przechodzą przez cały materiał. Gwintowanie takich otworów wymaga precyzji, aby uniknąć uszkodzenia dna otworu. Konieczne jest stosowanie odpowiednich gwintowników stopniowych, które umożliwiają kontrolowane wycinanie gwintu.
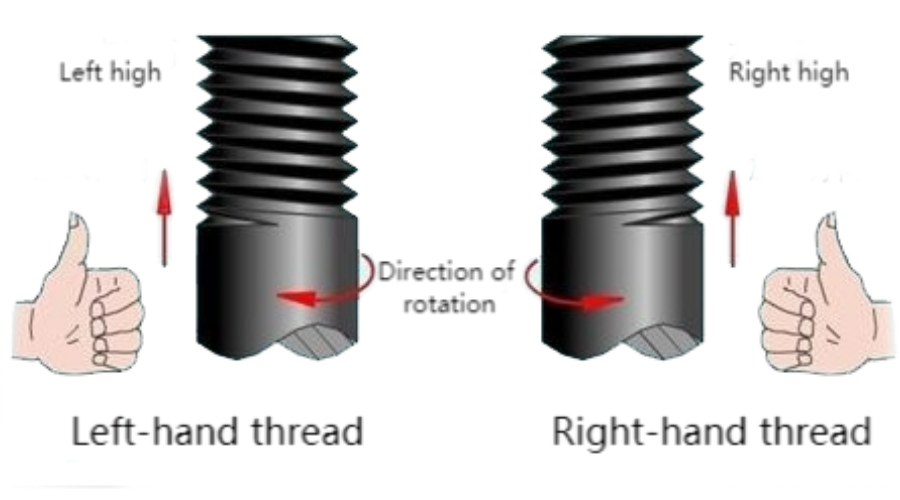
Skok gwintu
Skok gwintu jest jednym z najważniejszych parametrów opisujących gwint. W tym artykule omówimy, czym jest skok gwintu, jak się go mierzy, oraz dlaczego jest istotny w procesie gwintowania.
Skok gwintu (oznaczany jako "P") to odległość między odpowiadającymi sobie punktami sąsiednich zwojów gwintu mierzona równolegle do osi gwintu. Innymi słowy, jest to odległość, jaką śruba przesuwa się wzdłuż osi podczas jednego pełnego obrotu.
Tabela Skoków Gwintu dla Gwintów Metrycznych
Poniżej przedstawiamy tabelę popularnych gwintów metrycznych (M1 - M30) wraz z ich standardowymi i drobnozwojnymi skokami:
| Gwint | Średnica nominalna (mm) | Standardowy skok (mm) | Drobnozwojny skok (mm) |
|---|
| M1 |
1.0 |
0.25 |
|
| M1.2 |
1.2 |
0.25 |
|
| M1.4 |
1.4 |
0.3 |
|
| M1.6 |
1.6 |
0.35 |
|
| M1.8 |
1.8 |
0.35 |
|
| M2 |
2.0 |
0.4 |
|
| M2.5 |
2.5 |
0.45 |
|
| M3 |
3.0 |
0.5 |
|
| M3.5 |
3.5 |
0.6 |
|
| M4 |
4.0 |
0.7 |
|
| M4.5 |
4.5 |
0.75 |
|
| M5 |
5.0 |
0.8 |
|
| M6 |
6.0 |
1.0 |
0.75 |
| M7 |
7.0 |
1.0 |
0.75 |
| M8 |
8.0 |
1.25 |
1.0 |
| M9 |
9.0 |
1.25 |
1.0 |
| M10 |
10.0 |
1.5 |
1.25, 1.0 |
| M11 |
11.0 |
1.5 |
1.25, 1.0 |
| M12 |
12.0 |
1.75 |
1.5, 1.25 |
| M14 |
14.0 |
2.0 |
1.5, 1.25 |
| M16 |
16.0 |
2.0 |
1.5, 1.25 |
| M18 |
18.0 |
2.5 |
2.0, 1.5 |
| M20 |
20.0 |
2.5 |
2.0, 1.5 |
| M22 |
22.0 |
2.5 |
2.0, 1.5 |
| M24 |
24.0 |
3.0 |
2.0 |
| M27 |
27.0 |
3.0 |
2.0 |
| M30 |
30.0 |
3.5 |
2.0 |
Przykłady Zastosowań Gwintów M6, M8, M10, M12
- Gwint M6: Często stosowany w montażu urządzeń elektronicznych, sprzętu AGD oraz w przemyśle motoryzacyjnym.
- Gwint M8: Wykorzystywany w budowie maszyn, konstrukcjach metalowych oraz w budownictwie.
- Gwint M10: Znajduje zastosowanie w przemyśle ciężkim, produkcji maszyn oraz w konstrukcjach stalowych.
- Gwint M12: Stosowany w dużych konstrukcjach budowlanych, przemyśle stoczniowym oraz przy montażu ciężkich maszyn i urządzeń.
Olej i preparat do gwintowania
Olej do gwintowania EL-CUT przeznaczony jest do obróbki skrawaniem w materiałach trudnoobrabialnych, a w szczególności stali nierdzewnych, stali kwasoodpornych, stali o podwyższonej wytrzymałości. Nie zawiera związków chloru i jest wykonany na w bazie olejowej o bardzo wysokiej jakości oraz zawiera specjalne dodatki poprawiające jego smarność....
Olej i preparat do gwintowania
Profesjonalny preparat chłodząco-smarujący do gwintowania i wiercenia stali trudnoobrabialnych (tzw. TEREBOR) marki MOLYDAL to specjalistyczny preparat przeznaczony do gwintowania, wiercenia i skrawania metali, szczególnie stali nierdzewnej, kwasoodpornej oraz stali o podwyższonej wytrzymałości na rozciąganie. Dzięki swojej formule, olej zwiększa...
Nr katalogowy producenta: C.190KIT3
KOD EAN: 5907324002794
Dobór odpowiedniego wiertła pod gwint M6, M8, M10 i M12 wymaga uwzględnienia kilku kluczowych czynników, takich jak średnica nominalna, skok gwintu oraz rodzaj materiału. Stosowanie odpowiednich narzędzi i parametrów obróbki jest kluczowe dla uzyskania precyzyjnych i trwałych gwintów, co ma bezpośredni wpływ na jakość i niezawodność montowanych elementów. Przestrzeganie powyższych wskazówek pozwoli na osiągnięcie optymalnych wyników w procesie gwintowania.





































































Napisz komentarz